






Within the pharmaceutical industry, the key to finding the best automation solution is a thorough analysis of each individual part of the plant or installation. By carrying out an in-depth analysis of the application, it can be determined if a centralized control system using non-intelligent nodes, will deliver the required performance, or if the sheer size of the system means that the control has to be decentralized - using a fieldbus system working with field controls, intelligent valves and actuators.

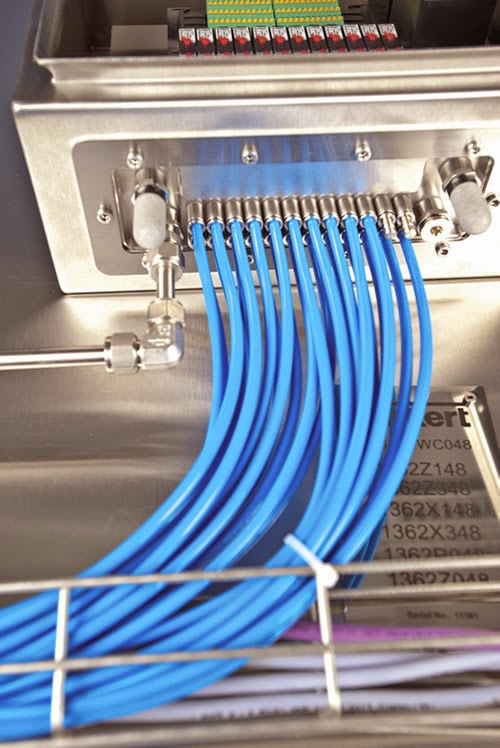
Picture shows intelligent control heads on various sizes of process valve in a pharmaceutical production environment. Using the TopControl Type 8694 from Bürkert allows full valve control using a fieldbus network, reducing the wiring required by decentralizing control.
Pneumatically actuated process and control valves play a key role in manufacturing within the pharmaceutical industry. They are the core element for controlling fluid movement within practically every production plant. However, the economic and hygienic aspects of these process fittings in a centrally controlled automation process are not without their difficulties.
The best solution for large and complex plants is usually not a single, one-dimensional automation concept covering the entire production process. In fact, each different part and section of the process, down to machine level, has its specific requirements. Consequently, an intelligent combination of different automation concepts will provide the best results.
In order to achieve this goal, Bürkert is deploying three equally important automation approaches in parallel: fully centralised, fully decentralised and local distributed intelligence working under some level of automation supervisory control.
Traditional fully centralized control can have its benefits; in smaller, less complex applications, where most components are in close proximity to each other, then installing airlines and wiring for individual valves direct to a cabinet for air supply and I/O makes sense.

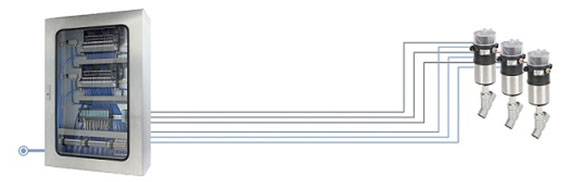
A good intermediate measure for larger systems is to connect a group of valves and other feedback devices to a local control cabinet, cabinets can then be networked using a fieldbus solution. This reduces the distance air lines and control wires have to travel. A Burkert valve manifold interface can aid installation speed and economy in this situation.

Fully decentralised control is only possible using intelligent valve controllers that can communicate using Fieldbus protocols such as ASi. This arrangement reduces wiring and allows common air supplies to be provided locally rather than individual lines from control cabinets.
Reasons for improved automation:
Legislation:
The statutory requirements of GMP (Good Manufacturing Practice) for FDA-compliant processes in the pharmaceutical industry set very stringent standards with regards to cleanliness, safety and product quality.
These standards are intended to protect the consumer and they are enforced rigorously in most countries by specification and regulation. In order to comply with many of the statutory regulations, there will be a requirement to provide process data and analysis as evidence of compliance.
In addition to statutory requirements, there are also guidelines on process validation which require a basic level of data capture, which can be achieved even with older legacy equipment.
More modern process control systems can capture in-line data which can be exported to a database for analysis. This continuous monitoring ability not only meets production requirements it can also identify any anomalies very quickly and can either raise an alarm or make the necessary adjustments.

Data capture is a fundamental part of a pharmaceutical production environment, using intelligent distributed control can improve data quality and provide more streamlined data capture systems.
Competition:
Companies operating in the competitive global market are however forced to make their production processes not only safe and hygienic but also as efficient as possible. This has led to an increased demand for improved automation solutions at process level.
However, the conventional approach of centralised automation of process valves cannot adequately meet the ever more stringent requirements of the industry.
Intelligent process valves with integrated automation functions offer a viable and efficient alternative.

Fully centralised process control solutions are appropriate where connections are close-by, but not ideal for larger scale applications where connected valves are spread over a wide area.
Efficiency:
Levels of efficiency are determined by the scale of the production facility, however improving the levels of automation with a process of any scale can deliver improvements to maintenance costs, production cost, reliability and, most importantly, quality.
Improved control and monitoring also reduces wastage of expensive compounds, provides improved production reliability while also delivering the continuous data required to meet regulatory standards.
By making significant reductions in costs, a properly engineered production system can deliver high quality products in an efficient process.
Three-way approach to automation:
Centralized:
The centralized control concept is the most traditional approach to process automation and although somewhat displaced in many larger plants, centralized cabinet solutions with automation systems for electrical and pneumatic signals have certainly not lost their importance.
Pneumatically operated valves are currently used at numerous points within production plants in the pharmaceutical industry. These valves are normally automated through conventional centralized control cabinet systems, including a valve terminal, an I/O system and interfaces for communication via field bus.
Each individual pneumatically operated fitting inside the production plant must thereby be connected to the control cabinet through a control airline as well as a discrete feedback line.
Centralized pneumatic control solutions can be effective, especially when intelligent modular valve manifolds are used, providing a compact solution that can encompass a variety of I/O and connection to plant-wide fieldbus, plus, supervisory control and management systems using plug-in communication and control modules from multiple suppliers.

Burkert’s AirLINE range of valve manifold systems includes the Ex type 8650 which is a modular electrical and pneumatic automation system for use in hazardous area Zones 1/ 21. Developed with Siemens, it offers connection via PROFIBUS® DP-is and electrical I/O functions via Siemens SIMATIC ET 200 iSP™ modules.
In practice on the shop floor, the control air lines can be quite long, which increases air consumption and has a negative effect on the switching times of the fittings. The situation is exacerbated even more by the high power requirement – e.g. for evacuation of air from chambers and hoses – which is undesirable in terms of energy efficiency. The fact that the pilot valve operating level can be a considerable distance from the fitting makes it even more.
Decentralized:
In many cases, especially in larger facilities, working towards a decentralized system of process control can provide a number of benefits compared to the more traditional approach. This concept uses intelligent, pneumatically operated process valves at the field level which can be equipped with all the required automation components such as a pilot valve with manual actuation, electrical feedback units and optical status indication, field bus interfaces and even positioners and process controllers.
By integrating an AS interface as a fieldbus interface, the entire range of advantages of this approach can be fully utilised. All that is required for the power supply, feedback and communication is a two-wire cable connecting the PLC with up to 62 valves.
Each process valve is connected directly to the main compressed air supply line in the field, allowing these connections to be kept as short as possible. This reduces the number and length of hose and wire connections as well as the number of required control cabinets to a minimum.
The valve systems themselves are designed specifically for use within a hygienic environment. As a result, they feature the high IP rating required by the actual application and are made exclusively of detergent-proof materials.
The IP rating is therefore not affected by prolonged use in environments with high air humidity or by frequent cleaning with aggressive chemicals.
In addition to better hygiene, there are other advantages to reduced electrical wiring and fewer control air lines. Even prior to commissioning, users benefit from the decentralized concept as it simplifies project planning and allows for more flexible solutions, thanks to easier integration of the process and automation levels. This also applies to any subsequent installation, commissioning and maintenance.
Furthermore, the inclusion of a clearly visible status indicator, integrated into the fitting, allows the operator to monitor processes and the operating status of valves not only at a central control point but also directly at the location of the fitting.

Intelligent valve control heads allow each process valve to be connected directly to the main compressed air supply line in the field, allowing these connections to be kept as short as possible. This reduces the number and length of hose and wire connections and the requirement for additional control cabinets.
Local:
To bridge the gap between centralised and decentralized automation concepts, flexible pneumatic valve units and compact automation systems can be used. These units are wall-mounted directly inside small, hygienically designed cabinets that can be installed close to the process in question.
These small, pre-configured and standardised units eliminate the long runs to valves and field devices, and can be easily kept clean.
Bürkert’s new AirLINE Quick is pioneering this concept. The AirLINE Quick adapter is a complement to Bürkert’s valve terminals and automation systems, which are designed for use in many different areas of hygienic processes and readily fulfil the high standards demanded by hygienic applications.
This compliance is ensured by the integrated process safety features of the type 8640 valve terminals and type 8644 automation system: features that are especially important in hygienic processes.
For example: check valves integrated in the exhaust air galleries ensure that during system emergency stop situations all actuators are shut down simultaneously and safely. These units also prevent back pressure accumulation in a valve block, which could result in unwanted switching of a valve. In addition, Burkert’s HotSwap function allows replacement of valves, even during operation, without loss of air pressure on the entire valve block.

With AirLINE Quick, all pneumatic connections, the Fieldbus interface and the I/O modules can be mounted directly in the control cabinet.
This facility allows for an altogether smaller design of control cabinet, where additional components such as pipes, cables or control cabinet connections are eliminated, due to direct mounting, further reducing the time needed for installation and commissioning.
With AirLINE Quick, all pneumatic connections can be mounted directly on the control cabinet base or side, via a single aperture. This enables small local cabinets to bridge the gap between centralized and fully decentralized systems.
Example:
Bürkert uses AS-i ELEMENT valves for Unither project:
Automation of Process Control within the Pharmaceutical Industry l Bürkert Fluid Control Systems 8 Unither is currently the world leader in the manufacture of pharmaceutical formulations used by European pharmaceutical laboratories and producers of generic drugs. The Gannat site is a specialised production site for the manufacture of soluble tablets and dry formulations. Unither decided to modernise its production equipment at the plant, with the aims of increasing production efficiency, improving safety and meeting the strictest pharmaceutical standards. In addition, Unither also wanted to develop and install an AS-i communication bus, to make its production as flexible as possible.
With all these objectives in mind, the operators of the Gannat site approached Bürkert, specifically because of the company’s know-how and experience of pharmaceutical processes. In addition, Bürkert was the only manufacturer of components and solutions capable of responding to all of Unither’s needs in terms of valves and instrumentation.

The new installation is equipped with a number of intelligent ELEMENT diaphragm valves. These offer a high degree of modularity with embedded diagnostic tools, guaranteeing maximum reliability and safety. Limit switch devices with AS-I communication are installed on each pneumatic valve.
The ELEMENT range of diaphragm valves was perfect for the Gannat project as it has been designed by Bürkert to provide maximum reliability and safety for the most exacting users.
The valves offer the advantages of being very easy to use, via simplified adjustment, excellent diagnostics and visualisation, ergonomics, safety of use, adaptability, and ease of electrical and pneumatic connections. In addition, start-up times are reduced by simple automatic regulation of the travel limits (auto-tune function); and reliability is also secured by an integrated filter on the pneumatic supply.
Additional major features include a small valve footprint and a design where the lifespan of the actuator and control heads is increased through use of a self-ventilated system. Also, crucially, the ELEMENT valves are easy to clean and also easy to maintain, which reduces the overall costs involved in maintaining the equipment.

ELEMENT type 8691 control heads with AS-i communication are installed on each pneumatic valve.

The new installation consists of a tank bottom drain valve type 2105, zero static T-valve type 2104, 2-way manual and automatic diaphragm valves type 3233 and 2103, as well as the multi-port ELEMENT valve block, type 2034. The tank bottom drain valve is designed for regulation of ultra-pure, sterile or aggressive fluids. It guarantees total draining of the tank and offers optimum possibilities for refilling.
Conclusions:
With the development of practical solutions that integrate automation functions into the pneumatic actuators of process valves, the advantages of decentralized automation have become a real alternative to control cabinet systems for many users.
Companies in the pharmaceutical sector are now in a position to reconcile the commercial necessity of a high degree of automation of their production with the requirements of hygiene and safety.
Thanks to their modular structure, systems based on intelligent process valves can be adapted to suit many situations and applications, whereby such optimised solutions are always based on high-quality, tried and tested components with a long service life.
By employing its three-tier automation approach, Bürkert is able to provide independent consulting and flexible hygienic processing control solutions from a single source. With a high degree of standardisation and state-of-the-art design, these solutions can make the engineering and commissioning of automation systems much easier and less costly. In addition, end-users benefit from plant standardisation, with easier plant monitoring and diagnosis, as well as reduced costs for maintenance and ownership of their facilities.



















Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.