











Ohaus Corporation (United States) - Food Quality Depends on Precise Moisture Content Determination.
Environmental factors such as humidity and ingredient moisture found in food ingredients affect every aspect of food production, requiring moisture analysis of samples to ensure product integrity. The OHAUS Moisture Analyzers are an excellent choice, providing precise moisture content determination with user-friendly features, at an unbeatable value.
Moisture content is one of the most significant aspects that affect a food product’s taste, texture, appearance and shelf life. In addition to impacts on food quality, moisture content also affects the weight, impacting the legal, and weighing requirements. Inconsistent moisture content can also affect the processing machinery, leading to equipment corrosion or blockages that may result in operational pauses. Deviation from optimal moisture content will affect food product quality, safety, and ultimately consumer trust in product consistency.
Let’s imagine opening a bag of your favorite potato chips, only to experience a less crunchy, slightly soggy, undesirable product. Every food product has a unique and specific optimal moisture requirement, only maintained through sample analysis. The most effective and efficient way of doing this is by using a moisture analyzer. The OHAUS Moisture Analyzers provide exceptional performance, flexible configuration, and reliable measurement results.
Importance of Moisture Measurement and Management in Food:
Food supply is a universal concern among all countries, and becomes a critical issue when shortages occur due to a wide range of situations. Within our industry, providing high-quality analytical equipment is one aspect of mitigating potential food supply losses - as moisture-related microbial growth is a key factor contributing to food spoilage. Moisture content of foods influences the quality of storage, thus reducing post-harvest loss, food production and the calibration of processing equipment - and ultimately, the quality of consumer food products.
Moisture content is considered the most critical factor for microbial growth, which can make food unfit for human consumption, resulting in illness or death. Moisture content is a measurement of the total water contained in a food product, measured by percentage of weight, also related to temperature, and humidity. The moisture content balance is specific to each type of food product, with optimal thresholds determined for product safety, quality, and shelf life.
In the context of small-scale operations, it is essential for moisture measurement technology to be low cost, easily transported, and deliver accurate measurements broadly applicable for a wide array of food materials. The OHAUS family of moisture analyzers offers products applicable to every food measurement need for in-field farmers, small-scale boutique food producers, large-scale production facilities, and technical food research labs.
A Moisture Analyzer for Every Food Production Lab:
We understand the importance of moisture management in food products. Now let’s consider the various models and features that provide the optimal results for your specific analysis needs. The OHAUS Moisture Analyzer Series combines modern features, intelligent design, and reliable precision to offer unmatched functionality, simplifying measurements for every food industry application.
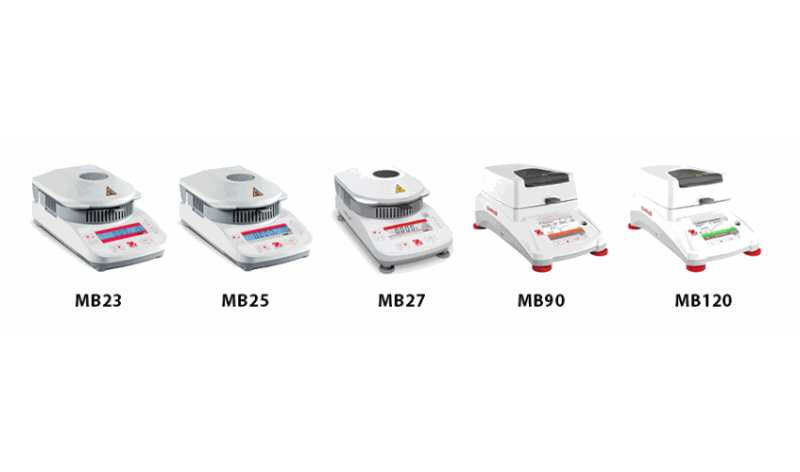
Each country has specific regulations, however, OHAUS MB23 features such as glassless infrared heating is popular in the markets where presence of glass in heating chamber is prohibited. It offers a user-friendly touch button design, a large backlit LCD display, standard RS232 port, 110g capacity with a milligram readability and a compact design that suits any workspace. This model features 3 shut-off criteria (manual, timed or auto), standard heating profile and a heating range up to 160°C.
The OHAUS MB25 and MB27 have similar applications and features to the MB23, however, it uses a halogen heat source rather than the infrared heating of the MB23. The OHAUS MB25 moisture analyzer combines high quality and durable construction into a sleek, compact design, providing dependable, accurate results for a wide variety of applications. With a large backlit LCD display, standard RS232 port, 110g capacity with a readability of 0.005g/0.05% and halogen heating, the MB25 offers moisture analysis for any budget.
For markets looking for additional, advanced features, Moisture Analyzers such as the MB90 and MB120 are instrumental in providing moisture analysis with the ability to store methods, results, and share data across multiple devices - important for historical, and real-time analysis. The OHAUS MB90 and OHAUS MB120 Moisture Analyzers are both equipped to handle routine and sophisticated measurements, with features that make the measurement process faster, easier, and more efficient.
The MB90's halogen heating distributes heat uniformly over the sample, and accelerates the drying process, delivering fast and precise measurements. Designed for tool-free cleaning, its components can be easily removed for quick and easy maintenance. Operating the OHAUS MB90 is intuitive with the icon-driven menu navigation on the touchscreen display, with design features that include, three shut-off criteria (manual, timed or auto), two drying profiles (standard and fast), storage up to two methods, 40°C to 200°C heating temperature range (1°C increments), and 14 operational languages.
The MB120, OHAUS’ flagship moisture analyzer was designed to enable you to analyze more samples, access saved data, spend less time prepping, and more time putting your results to work. The OHAUS MB120 can produce fast and accurate results due to features such as a halogen heating system, customizable shut-off criteria, and four built-in drying profiles. It allows storage of up to 100 methods and 1,000 measurement results. Stored results can be exported, and methods can be shared across multiple devices. Balance set up can be cloned to additional MB120’s with simple USB operations. This model features seven shut-off criteria, including all features of the MB90 plus four drying profiles (standard, fast, ramp and step), 40°C to 230°C heating temperature range (1°C increments), user management for greater data security and 14 operational languages.
The OHAUS MB120 offers the SmartGuide function. This feature allows a user to get started quickly with any sample type. SmartGuide automatically analyzes a sample and creates a heating method, helping the user by dramatically reducing set-up time. This offers maximum flexibility and efficiency when testing many different product types.





























Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.