






Direct drives with braking modules from KOLLMORGEN provide noticeable energy savings in coil handlingPicture 1 The braking energy generated when lowering the load is stored on an interim basis with a KCM module from KOLLMORGEN.
The new coil packaging system at stainless-steel service center Vogel-Bauer in the German town of Solingen clearly demonstrates how effectively energy can be saved today. The lion´s share of efficiency gains of the systems built by Cologne-based machine builder KBD Engineering relates to the intelligent mechanics design together with the drive technology. KBD has already created the basis here for designing efficient machine workflows for the coil packaging system from the start, i.e. with a high degree of efficiency. It is only at the second stage that the Cologne-based company´s technology is used to recycle the braking energy produced from lowering loads. KBD relies on drive solutions from KOLLMORGEN for both areas.
The slit strip is the product that is converted into the required width from mother coils using slitters
Stainless-steel service centers such as Vogel-Bauer in Solingen use slitters to convert the mother coils from the steelworks weighing up to twelve tons to the required track width. The slit strip is then wound into a coil once again and packaged ready to be sent. The stainless-steel manufacturer has now put a new system into operation for this »which sets entirely new benchmarks in terms of performance and occupational safety», says technical managing director Gerald Vogel. KBD took just eight months to plan, design, build and deliver the innovative CVL 2000 coil packaging system which was ready for operation once commissioned.

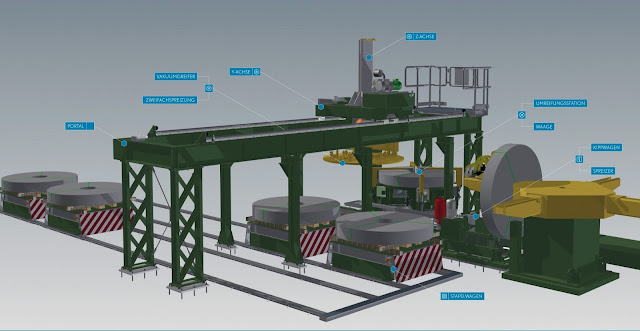
The vacuum unit grips the coils when supplying items to and removing them from the binding unit
The essential functions of the CVL 2000 include adopting the split conductors located on a flywheel using a mobile coil tipping carriage, and precisely positioning these transversely on a delivery table with tear-resistant plastic straps. Once the goods are weighed, the handling unit uses a vacuum suction plate to pick up the steel coils, which can weigh up to 2.5 tons and are ready to be dispatched, and stacks them onto pallets for shipment. The vertical z-axle plays a key role in these processes according to Alexander Demidko - CEO of KBD - as it has to lift and lower the coil load safely within a rapid production cycle.
High power density of the direct drives:
The entire process is implemented using modern direct drives - with motors from the Kollmorgen Cartridge DDR series. The rotor of the servomotor is directly connected to the ball screw of the linear axle by means of its clamping clutch. This design reduces play to a minimum and increases the degree of effectiveness at the same time, as the axle does not require either a gear or clutch elements. »We have created a powerful and precise linear unit together with KOLLMORGEN», highlights Alexander Demidko. The CEO of Cologne-based KBD Engineering also higlights the lower wear and tear and the reduced number of friction losses as benefits in this context. These aspects are reflected in a higher degree of efficiency and longer MTBF. The Cartridge DDR direct drives´ high torque density enables handling speeds of up to 5m/s with comparatively small drives.
This improves the options available to KBD in terms of planning smaller machines and having more freedom overall in positioning the actuating elements. The machine´s space-saving design was itself an important factor as far as Vogel-Bauer was concerned, as the new coil packaging system needed to integrate into an existing production process.

The Cartridge DDR motors’ high torque density ensures handling speeds of 5m/s with minimum space required
In terms of the drives the Cologne-based engineering experts also rely on the KOLLMORGEN system and make full use of the options provided by the AKD servo drives via the standard parameter sets. »This maximum level of freedom stems from many years of working closely with KOLLMORGEN», says Demidko. »We have to implement the best for our customers, which is why we monitor the market closely. Once we gain experience with new technology we pass this knowledge onto our customers.» This transfer of knowledge improves the future prospects for the machines, as the components used for these do not risk being discontinued in a few years. He notes that security of investment is about as important as pure functionality.

Picture of Kollmorgen AKD Servo Drive
Sparing resources in machinery construction KBD also attaches a lot of importance to building machines that are as slim as possible and using materials sparingly in the process. This aspiration results in the actuator elements presented with direct drives in the CVL 2000. Ultimately the system is designed with the aim of increasing the degree of efficiency and therefore the effectiveness according to Demidko. And if the coil packaging system´s ten drive axles exhibit a high degree of efficiency then it is also worth developing the potential for the braking energy. »If I´m operating a system with a low degree of efficiency right from the start, then there is not much point in recovering the meager amount of residual braking energy, as too much potential is already lost beforehand as a result of frictional heat.»

The KCM module increases energy efficiency with the flow of material as the braking energy can be used again for acceleration
The direct drives´ high degree of efficiency is the crucial reason why feeding the electrical energy from the generator effect during lowering into an interim storage system is worth it for Vogel-Bauer Edelstahl GmbH & CO. KG´s production processes. KBD uses the new KCM-S capacitor modules from KOLLMORGEN for this. These are designed to temporarily absorb the energy generated upon braking in order to make this available once again for the next lifting operation. This reduces the need for power while smoothing out current peaks at the same time. Against this background the KCM-S modules can also be connected directly with the AKD servo drives´ DC intermediate circuit. This structure ensures that storage is simple and ensures that losses remain low. The units are therefore recommended in particular for loads that are not as high. Vogel-Bauer experiences braking power of 7 kW when lowering a coil over a period of six seconds - thereby equating to 42 kWs. The two KCM-S capacitor modules installed allow 3.2 kWs of this to be absorbed, plus a further 110 Ws via the AKD servo drives´ own DC intermediate circuit.
This procedure may seem to be fairly unimpressive at first in terms of the pure performance data. Yet given that the braking energy stored is used to supply the empty lifting operation, this covers a significant portion of the energy required for this, just by implementing a very simple storage solution. »We save between around 300 and 400 euros a year on account of the low loads. That doesn´t sound like much at first, but it´s still worth it from economic and from sustainability perspectives. Recovering energy is always worth it», emphasizes Alexander Demidko.
The bottom line:
The combination of short transportation distances, energy-efficient drives and capacitative storage of braking energy reduces the system energy consumption in this application by between 30 and 50 percent compared with conventional solutions. The increased efficiency is also accompanied by higher productivity and packaging quality, since the vacuum gripper conveys the coils more gently than roller belts do. This quality gain with the packaging is evident from the edges of the steel band which remain intact, and also from the fact that imprints from the roller belt are prevented.
KBD’s systems are modular and in particular have a slim design

Picture of the author: Lars Kühn works as an application engineer at KOLLMORGEN in Ratingen f



















Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.